

Плоские днища
Плоское отбортованное днище нашло применение в самых разнообразных областях промышленности и производства. Наиболее часто плоские днища используются для изготовления разнообразных ёмкостей и сосудов, а также аппаратов с рабочим давлением не более 0,07 МПа. Зачастую плоские днища заменяют эллиптические, отбортованные сферические и конические днища в тех случаях, когда применение этих видов днищ по тем или иным причинам является невозможным.
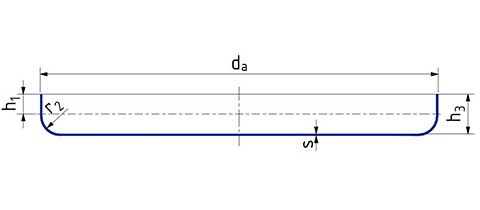
- Диаметр D от 400 до 4000 мм.
- Толщина S от 3 до 20 мм.
- Радиус отбортовки r от 30 мм.
- Сталь: углеродистая, низколегированная, коррозионностойкая, нержавеющая и др.
ПРОИЗВОДСТВО ПЛОСКИХ ДНИЩ
Материал
Для производства плоских днищ используются высококачественные материалы российского производства, соответствующие ГОСТ, и импортные материалы, соответствующие AISI:
- углеродистые и низколегированные стали: Ст3, 09Г2С, 20, и др.
- котельные стали по ГОСТ 5520-79: 09Г2С, 20К, 17Г1С и др.
- коррозионностойкие стали: 08(12)Х18Н10Т, 03Х18Н11и др.
- зарубежные аналоги по AISI: 304, 321 и др.
Заготовка
Плоские днища производятся из цельной заготовки или сваренной из 2-х и более частей в соответствии с ГОСТ 34347-2017 ( Р 52630-2012) .
Наибольшее распространение при изготовлении сварного варианта заготовок получили следующие виды сварки:
- Механизированная дуговая сварка в защитном газе
- Автоматическая дуговая сварка под флюсом
Сварные соединения должны пройти обязательный контроль. Применяются следующие методы контроля:
- Внешний осмотр и измерения
- Ультразвуковой
- Радиографический
По требованиям конструкторской документации осуществляются и другие виды контроля.
Формообразование
Плоские днища изготавливаются методом холодного фланжирования. Плоские днища возможно получить с любым промежуточным диаметром в диапазоне от 330 до 4000 мм.
Перед формообразованием при необходимости увеличения пластичности металла производят отжиг заготовки. Заготовка в холодном состоянии подается на фланжировочную машину. С применением специальных роликов происходит выкатывание борта.
Термическая обработка
После формообразования плоские днища проходят термическую обработку с целью снятия остаточных напряжений. Днища из стали Ст3, 09Г2С подвергают рекристаллизационному отжигу, из стали 12Х18Н10Т — стабилизирующему отжигу.
Механическая обработка
Для дальнейшего использования плоских днищ в качестве сборочной единицы при изготовлении ёмкостей, сосудов и аппаратов в ряде случаев необходимо произвести механическую обработку, например: под приварку днища к обечайке/корпусу аппарата; под приварку штуцеров, отводов и др. элементов к днищу и т.д.
Производители ёмкостей, сосудов и аппаратов, имеющие станочный парк, выполняют механическую обработку самостоятельно. Таким предприятиям днища поставляются без механической обработки цилиндрической части (далее – борта) или с подрезкой борта «наровно».
Подрезка борта «наровно» производится с целью уменьшения трудоемкости последующей механической обработки. Подрезка производится на станке газовой или плазменной резки. Рез производится в плоскости сечения борта перпендикулярно оси днища с оставлением припуска 10-15 мм на последующую механическую обработку.
Для производителей ёмкостей, сосудов и аппаратов, не располагающих станочным парком или не имеющих специального оборудования, ООО «Реммашгрупп» выполняет механическую обработку любой сложности.








