

Отводы секционные сварные
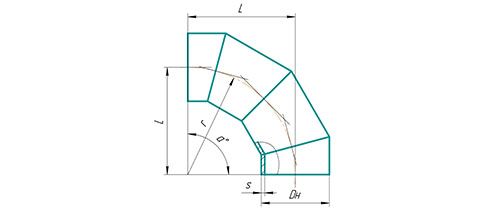
Отводы секционные сварные применяются для соединения трубопроводов с изменением направления потока среды. Данные детали изготавливаются по ОСТам, ТУ и другим нормативным документам, а так же по чертежам заказчика с любыми стандартными и промежуточными диаметрами, количеством секторов, радиусом поворота, толщиной стенки, и углом поворота.
- Диаметр наружный Dн от 133 до 3000 мм
- Толщина стенки от 1 до 40 мм
- Сталь: углеродистая, низколегированная, коррозионностойкая, жаропрочная, двухслойная и др.
Производство отводов секционных сварных
Материал
Для изготовления отводов секционных сварных подбирается материал с учетом рабочего давления трубопровода и климатических условий, при которых будут эксплуатироваться отводы, а также рабочей среды.
Для производства используются высококачественные материалы российского производства, соответствующие ГОСТ или ТУ, и импортные материалы, соответствующие AISI:
- углеродистые и низколегированные стали: Ст3, 09Г2С, 20, 13ХФА и др.
- котельные стали по ГОСТ 5520-79: 09Г2С, 20К, 17Г1С, 12ХМ и др.
- коррозионно-стойкие и жаропрочные стали: 08(12)Х18Н10Т, 10Х17Н13М2Т, 20Х23Н17 и др.
- зарубежные аналоги по AISI: 304, 316, 321 и др.
- двухслойные стали: Ст3+08Х18, 09Г2С+08Х18Н10Т, 09Г2С+06ХН28МДТ, 10Х2М1А+12Х18Н10Т и др.
Заготовка отводов секционных сварных
Отводы секционные сварные изготавливаются из вальцованных листов или из секторов, вырезанных из труб. Развертка секции («стакана» либо «сектора») отвода до вальцовки представляет из себя фигуру сложного лекального раскроя, которую строят инженеры ООО «Реммашгрупп» в специализированной компьютерной программе. Далее вальцованные секции стыкуются на стенде и собираются в единую деталь посредством сварочных операций.
Наибольшее распространение при изготовлении отводов секционных сварных получили следующие виды сварки:
- Механизированная дуговая сварка в защитном газе
- Автоматическая дуговая сварка под флюсом
Сварные соединения должны пройти обязательный контроль. Применяются следующие методы контроля:
- Внешний осмотр и измерения
- Ультразвуковой
- Радиографический
По требованиям конструкторской документации осуществляются и другие виды контроля.
Формообразование
Вырезанные на станке газоплазменного раскроя с ЧПУ заготовки вальцуются на четырехвалковой листогибочной машине, и далее передаются на сборочный участок и свариваются в единую деталь.
Термическая обработка
Для придания необходимых механических свойств изделий производят их термообработку.
Необходимость проведения термообработки при производстве устанавливается требованиями конструкторской документации.
Механическая обработка
Для дальнейшего использования отводов секционных сварных в качестве сборочной единицы при монтаже или ремонте трубопровода в ряде случаев необходимо произвести механическую обработку, например обработку фаски стыковых кромок под дальнейшую приварку. При необходимости ООО «Реммашгрупп» выполняет механическую обработку отводов любой сложности.



















