Корпусы сосудов и аппаратов
Все сосуды и аппараты состоят из следующих основных конструктивных элементов: цилиндрической обечайки, двух днищ, люков, технологических патрубков, и других элементов, в зависимости от конструкции сосуда. Обечайка представляет собой цилиндрический элемент корпуса сосуда, к которому с двух торцевых частей подсоединены днища способом сварки или болтового соединения. Днище представляет собой часть корпуса, ограничивающая внутреннюю полость с торца сосуда. Люк — устройство, обеспечивающее доступ во внутреннюю полость сосуда и аппарата для осмотра, очистки и контроля. Технологические патрубки — это врезки в корпус сосуда, предназначенные для обеспечения ввода и вывода хранимого продукта.
Изготовление корпусов сосудов и аппаратов
Материал
Для изготовления корпусов сосудов и аппаратов применяется материал, поддающийся холодной и горячей деформации.
Для производства элементов корпусов сосудов и аппаратов используются высококачественные материалы российского производства, соответствующие ГОСТ или ТУ, и импортные материалы, соответствующие AISI:
- углеродистые и низколегированные стали: Ст3, 09Г2С, 20, 13ХФА и др.
- котельные стали по ГОСТ 5520-79: 09Г2С, 20К, 17Г1С, 12ХМ и др.
- коррозионно-стойкие и жаропрочные стали: 08(12)Х18Н10Т, 10Х17Н13М2Т, 20Х23Н17 и др.
- зарубежные аналоги по AISI: 304, 316, 321 и др.
Элементы корпусов сосудов и аппаратов
Все корпусы сосудов и аппаратов состоят из цилиндрической обечайки, двух днищ, люков, технологических патрубков, и других элементов. С подробным описанием процесса изготовления данных элементов на нашем предприятии Вы можете ознакомиться в соответствующих разделах сайта remmg.ru
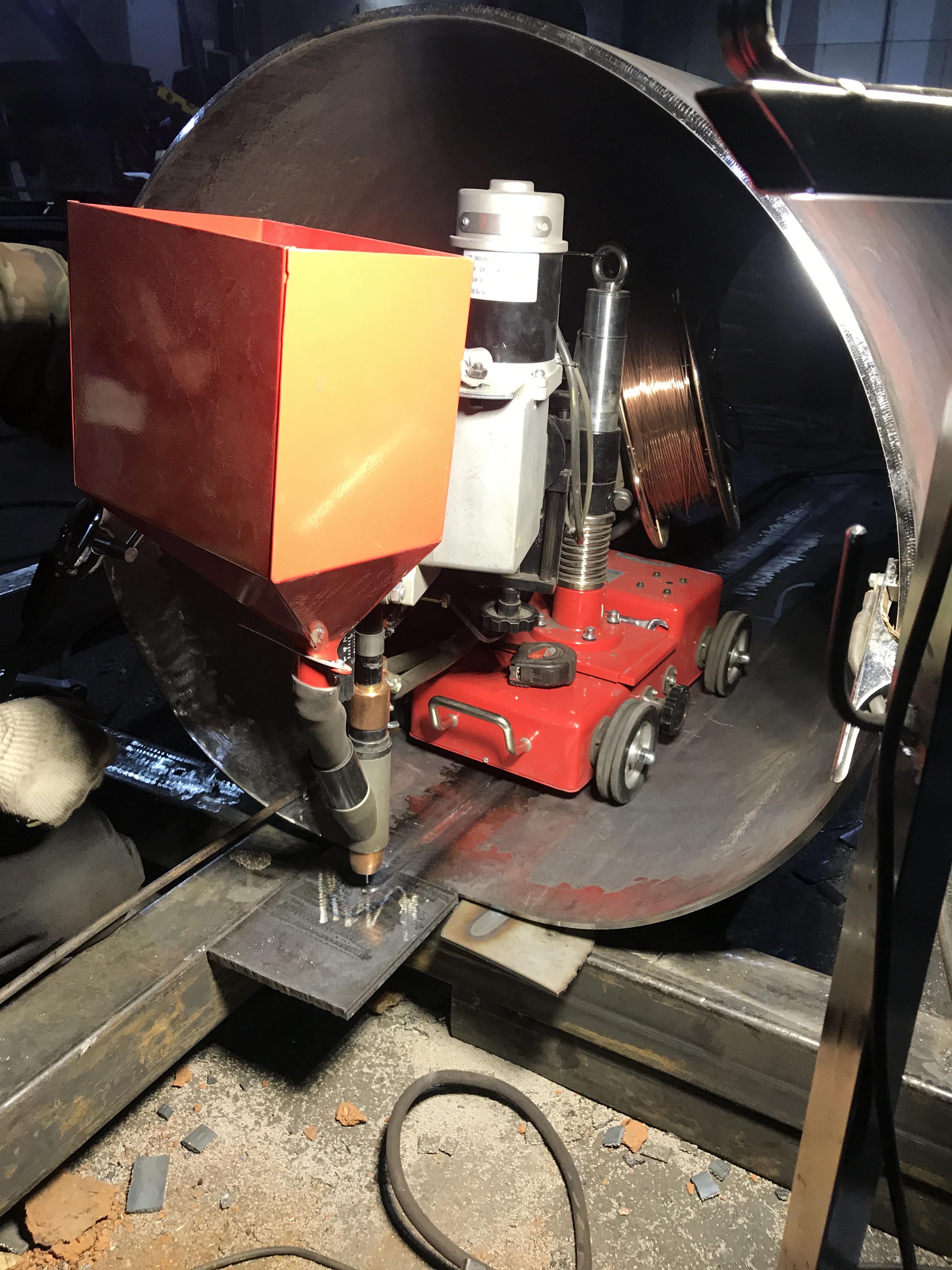
Любой корпус сосуда или аппарата будет иметь сварные швы. Наибольшее распространение при производстве корпусов получили следующие виды сварки:
- Механизированная дуговая сварка в защитном газе
- Автоматическая дуговая сварка под флюсом
Сварные соединения должны пройти обязательный контроль.
Применяются следующие методы контроля:
- Внешний осмотр и измерения
- Ультразвуковой
- Радиографический
По требованиям конструкторской документации осуществляются и другие виды контроля.
Сборка корпусов сосудов и аппаратов
Сборка днища с корпусом осуществляется в основном следующим образом: стыкуемые кромки обечайки и днища зачищаются на ширину 15—20 мм от края. К днищу приваривают направляющие планки, его подводят к корпусу и собирают с ним. После удаления технологических планок производится приварка. Кольцевой шов сначала заваривается снаружи, затем изнутри. Для аппаратов диаметром менее 1200 мм сначала заваривают внутренний шов, затем наружный. После исправления дефектов производят контроль сварочного шва. Сборка корпусов сосудов и аппаратов выполняется согласно требованиям ГОСТ 34347-2017 ( Р 52630-2012) и конструкторской документации.
Термическая обработка
После сборки корпусов сосудов и аппаратов термическая обработка, если она требуется, производится для снижения уровня остаточных сварочных напряжений и для улучшения свойств металла шва и околошовной зоны. Термическая обработка должна исключать деформацию корпуса.
Термическая обработка, при необходимости, производится после окончательной сварки или наплавки и устранения всех дефектов. Необходимость проведения термообработки при производстве устанавливается требованиями ГОСТ 34347-2017 ( Р 52630-2012) и конструкторской документации.
Механическая обработка
Для дальнейшего использования корпусов сосудов и аппаратов в ряде случаев необходимо произвести механическую обработку, например: обработку отверстий в обечайке, либо торцов патрубков под приварку штуцеров, отводов и др. элементов к корпусу и т.д.
Потребители корпусов сосудов и аппаратов, имеющие станочный парк, выполняют механическую обработку самостоятельно. Таким предприятиям корпусы поставляются без механической обработки
Для потребителей корпусов сосудов и аппаратов, не располагающих станочным парком или не имеющих специального оборудования, ООО «Реммашгрупп» выполняет механическую обработку любой сложности.