

Днища эллиптические
Эллиптическое днище – неотъемлемая часть аппаратов, ёмкостей и сосудов, работающих как под высоким давлением так и используемых под налив. Данный тип днищ нашел широкое применение в различных отраслях современной промышленности: химической, нефтехимической, газовой, фармацевтической, пищевой и др.
- Диаметр внутренний Dв от 150 до 4000 мм
- Диаметр наружный Dн от 133 до 4000 мм
- Толщина стенки от 4 до 60 мм
- Сталь: углеродистая, низколегированная, коррозионностойкая, жаропрочная, и др.
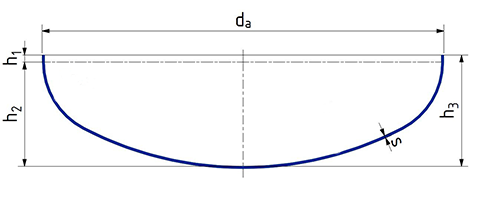
В соответствии с ГОСТ 34347-2017 ( Р 52630-2012) «СОСУДЫ И АППАРАТЫ СТАЛЬНЫЕ СВАРНЫЕ. Общие технические условия» основные размеры эллиптических днищ должны соответствовать ГОСТ 6533-78 «Днища эллиптические отбортованные стальные для сосудов, котлов и аппаратов». При производстве допускаются другие базовые диаметры эллиптических днищ при условии, что высота выпуклой части не менее 0,25 внутреннего диаметра днища.
Дополнительно ООО «Реммашгрупп» производит эллиптические днища по чертежам заказчика любого промежуточного диаметра в диапазоне от 1000 до 4000 мм по доступным ценам.
ПРОИЗВОДСТВО ЭЛЛИПТИЧЕСКИХ ДНИЩ
Материал
Для изготовления эллиптических днищ подбирается материал с учетом рабочего давления аппарата и климатических условий, при которых будут эксплуатироваться днища, а также рабочей среды.
Для производства используются высококачественные материалы российского производства, соответствующие ГОСТ или ТУ, и импортные материалы, соответствующие AISI:
- углеродистые и низколегированные стали: Ст3, 09Г2С, 20, 13ХФА и др.
- котельные стали по ГОСТ 5520-79: 09Г2С, 20К, 17Г1С, 12ХМ и др.
- коррозионно-стойкие и жаропрочные стали: 08(12)Х18Н10Т, 10Х17Н13М2Т, 20Х23Н17 и др.
- зарубежные аналоги по AISI: 304, 316, 321 и др.
Заготовка для эллиптических днищ
Эллиптические днища производятся из цельной заготовки или сваренной из 2-х и более частей в соответствии с ГОСТ 34347-2017 ( Р 52630-2012) .
Из цельной заготовки штампуют днища небольшого диаметра до 1200-1500 мм. Стандартный лист, как правило, имеет ширину 1500 или 2000 мм. Для изготовления эллиптических днищ из цельной заготовки большего диаметра (до 4000 мм) используется лист специального проката шириной до 4500-5000 мм.
Наибольшее распространение при изготовлении сварного варианта заготовок получили следующие виды сварки:
- Механизированная дуговая сварка в защитном газе
- Автоматическая дуговая сварка под флюсом
Сварные соединения должны пройти обязательный контроль. Применяются следующие методы контроля:
- Внешний осмотр и измерения
- Ультразвуковой
- Радиографический
По требованиям конструкторской документации осуществляются и другие виды контроля.
Формообразование
На нашем предприятии формообразование происходит с применением следующих методов:
- Горячая штамповка
- Холодное фланжирование
Горячая штамповка эллиптических днищ:
Перед формообразованием заготовку нагревают и выдерживают определенное время в печи. Нагретая заготовка подается на штамповочный пресс с предустановленной специальной оснасткой. Происходит формообразование, после чего полученное днище остывает на воздухе.
Преимущества горячей штамповки:
- Высокая скорость формообразования
- Возможность штамповки эллиптических днищ с толщиной стенки до 60 мм и более
Холодное фланжирование эллиптических днищ:
Перед формообразованием при необходимости увеличения пластичности металла производят отжиг заготовки. Заготовка в холодном состоянии подается на фланжировочную машину. При помощи роликов происходит постепенное формообразование по заданной программе. После формообразования для снятия остаточных напряжений производят термическую обработку.
Преимущества холодного фланжирования:
- Возможность изготовления эллиптических днищ любого промежуточного диаметра в диапазоне от 1000 до 4000 мм
- Возможность изготовления эллиптических днищ большого диаметра с малой толщиной стенки, например: эллиптическое днище с внутренним диаметром 3000 мм, толщиной стенки 5 мм из стали 12Х18Н10Т.
Термическая обработка
Для придания необходимых механических свойств днищам производят их термообработку.
Необходимость проведения термообработки при производстве устанавливается требованиями ГОСТ 34347-2017 ( Р 52630-2012) и конструкторской документации.
Механическая обработка
Для дальнейшего использования эллиптических днищ в качестве сборочной единицы при изготовлении сосудов и аппаратов в ряде случаев необходимо произвести механическую обработку, например: под приварку днища к обечайке/корпусу аппарата; под приварку штуцеров, отводов и др. элементов к днищу и т.д.
Производители сосудов и аппаратов, имеющие станочный парк, выполняют механическую обработку самостоятельно. Таким предприятиям днища поставляются без механической обработки цилиндрической части (далее – борта) или с подрезкой борта «наровно».
Подрезка борта «наровно» производится с целью уменьшения трудоемкости последующей механической обработки. Подрезка производится на станке газовой или плазменной резки. Рез производится в плоскости сечения борта перпендикулярно оси днища с оставлением припуска 10-15 мм на последующую механическую обработку.
Для производителей сосудов и аппаратов, не располагающих станочным парком или не имеющих специального оборудования, ООО «Реммашгрупп» выполняет механическую обработку любой сложности.
Очистка от окалины
В процессе изготовления днищ по технологии горячей штамповки на поверхности днища образуется окалина. Для последующего использования производится очистка поверхности днищ от окалины: дробеструйная, пескоструйная, химическая.














