

Днища конические отбортованные
Коническое отбортованное днище – часто используемая деталь аппаратов, ёмкостей и сосудов. Данный тип днищ применяется как в сосудах для сыпучих материалов, так и в газо-нефтеперерабатывающих аппаратах.
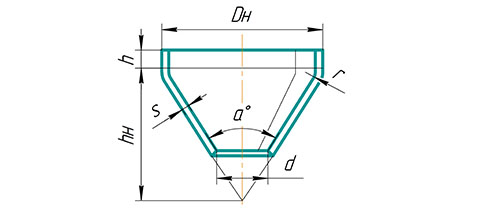
В соответствии с ГОСТ 34347-2017 ( Р 52630-2012) «СОСУДЫ И АППАРАТЫ СТАЛЬНЫЕ СВАРНЫЕ. Общие технические условия» основные размеры конических отбортованных днищ должны соответствовать ГОСТ 12619-78 «ДНИЩА КОНИЧЕСКИЕ ОТБОРТОВАННЫЕ С УГЛАМИ ПРИ ВЕРШИНЕ 60 и 90°». ООО «Реммашгрупп» производит конические отбортованные днища по чертежам заказчика любого промежуточного диаметра в диапазоне от 133мм до 3500 мм, с различными углами при вершине, по доступным ценам.
- Диаметр внутренний Dв от 150 до 3500 мм
- Диаметр наружный Dн от 133 до 3500 мм
- Толщина стенки от 3 до 25 мм
- Сталь: углеродистая, низколегированная, коррозионностойкая, жаропрочная, и др.
ПРОИЗВОДСТВО КОНИЧЕСКИХ ОТБОРТОВАННЫХ ДНИЩ
Материал
Для изготовления конических отбортованных днищ подбирается материал с учетом рабочего давления аппарата и климатических условий, при которых будут эксплуатироваться днища, а также рабочей среды.
Для производства используются высококачественные материалы российского производства, соответствующие ГОСТ или ТУ, и импортные материалы, соответствующие AISI:
- углеродистые и низколегированные стали: Ст3, 09Г2С, 20, 13ХФА и др.
- котельные стали по ГОСТ 5520-79: 09Г2С, 20К, 17Г1С, 12ХМ и др.
- коррозионно-стойкие и жаропрочные стали: 08(12)Х18Н10Т, 10Х17Н13М2Т, 20Х23Н17 и др.
- зарубежные аналоги по AISI: 304, 316, 321 и др.
Заготовка конических отбортованных днищ
Конические отбортованные днища ООО «Реммашгрупп» изготавливает сборкой отбортованной части, имеющей необходимый радиус закругления (либо с закруглением эллиптического профиля), с конической частью заданного угла при вершине, посредством приварки. При этом кольцевой сварной шов расположен на границе зоны закругления отбортованной части и кромки конуса (вне зоны закругления, согласно ГОСТ 12619-78)
Наибольшее распространение при изготовлении сварного варианта конических отбортованных днищ получили следующие виды сварки:
- Механизированная дуговая сварка в защитном газе
- Автоматическая дуговая сварка под флюсом
Сварные соединения должны пройти обязательный контроль. Применяются следующие методы контроля:
- Внешний осмотр и измерения
- Ультразвуковой
- Радиографический
По требованиям конструкторской документации осуществляются и другие виды контроля.
Формообразование
На нашем предприятии формообразование отбортованной части конических отбортованных днищ происходит с применением следующих методов:
- Горячая штамповка
- Холодное фланжирование
Формообразование конической части конических отбортованных днищ осуществляется следующими методами:
- Холодная вальцовка
- Холодная гибка (выпрессовка)
Особенности и преимущества указанных методов изготовления подробно указаны в соответствующих разделах сайта ООО «Реммашгрупп»
Термическая обработка
Для придания необходимых механических свойств изделий производят их термообработку.
Необходимость проведения термообработки при производстве устанавливается требованиями ГОСТ 34347-2017 ( Р 52630-2012) и конструкторской документации.
Механическая обработка
Для дальнейшего использования конических отбортованных днищ в качестве сборочной единицы при изготовлении сосудов и аппаратов в ряде случаев необходимо произвести механическую обработку, например: под приварку днища к обечайке/корпусу аппарата; под приварку штуцеров, отводов и др. элементов к днищу и т.д.
Производители сосудов и аппаратов, имеющие станочный парк, выполняют механическую обработку самостоятельно. Таким предприятиям днища поставляются без механической обработки цилиндрической части (далее – борта) или с подрезкой борта «наровно».
Подрезка борта «наровно» производится с целью уменьшения трудоемкости последующей механической обработки. Подрезка производится на станке газовой или плазменной резки. Рез производится в плоскости сечения борта перпендикулярно оси днища с оставлением припуска 10-15 мм на последующую механическую обработку.
Для производителей сосудов и аппаратов, не располагающих станочным парком или не имеющих специального оборудования, ООО «Реммашгрупп» выполняет механическую обработку любой сложности.
Очистка от окалины
В процессе изготовления днищ по технологии горячей штамповки на поверхности днища образуется окалина. Для последующего использования производится очистка поверхности днищ от окалины: дробеструйная, пескоструйная, химическая.



















