Цилиндрические обечайки
Обечайка представляет собой деталь цилиндрической формы с незаглушенными торцами. Поперечное сечение обечайки чаще всего представляет собой кольцо, либо в редких случаях сечение может иметь квадратную, треугольную, лекальную форму. Мы осуществляем производство обечаек, как методом холодной вальцовки, так и с предварительным подогревом материала («нагорячо»). По индивидуальному заказу мы готовы произвести обечайки посредством литья полуобечаек с их последующей сваркой.
- Диаметр внутренний D от 130 мм.
- Толщина S до 40 мм.
- Длина вала L 3000 мм.
- Сталь: углеродистая, низколегированная, коррозионностойкая, жаропрочная, и др.
ИЗГОТОВЛЕНИЕ ОБЕЧАЙКИ
Материал
Для изготовления обечаек применяется материал, поддающийся холодной деформации. В случаях, когда материал склонен к образованию дефектов при холодном формообразовании (в частности появление трещин, изломов), применяют метод горячей вальцовки.
Для производства обечаек, наряду с другими элементами сосудов, используются высококачественные материалы российского производства, соответствующие ГОСТ или ТУ, и импортные материалы, соответствующие AISI:
- углеродистые и низколегированные стали: Ст3, 09Г2С, 20, 13ХФА и др.
- котельные стали по ГОСТ 5520-79: 09Г2С, 20К, 17Г1С, 12ХМ и др.
- коррозионно-стойкие и жаропрочные стали: 08(12)Х18Н10Т, 10Х17Н13М2Т, 20Х23Н17 и др.
- зарубежные аналоги по AISI: 304, 316, 321 и др.
Заготовка для обечаек
Обечайки изготавливаются из цельной заготовки или сваренной из 2-х и более частей в соответствии с ГОСТ 34347-2017 ( Р 52630-2012) . Обечайки из цельной заготовки имеют ограничение в максимальном размере, обусловленное размером исходного листа металла стандартного раскроя. Такой лист имеет ширину до 2000мм и длину до 6000мм. В случае необходимости возможно использование листового металла специального проката, шириной до 5000мм и длиной до 12000мм, при этом обечайка, изготовленная из цельной заготовки, будет иметь максимальный диаметр до 3800мм и ширину до 3000мм. Ширина обечайки в данном случае ограничена шириной валков гибочной машины.
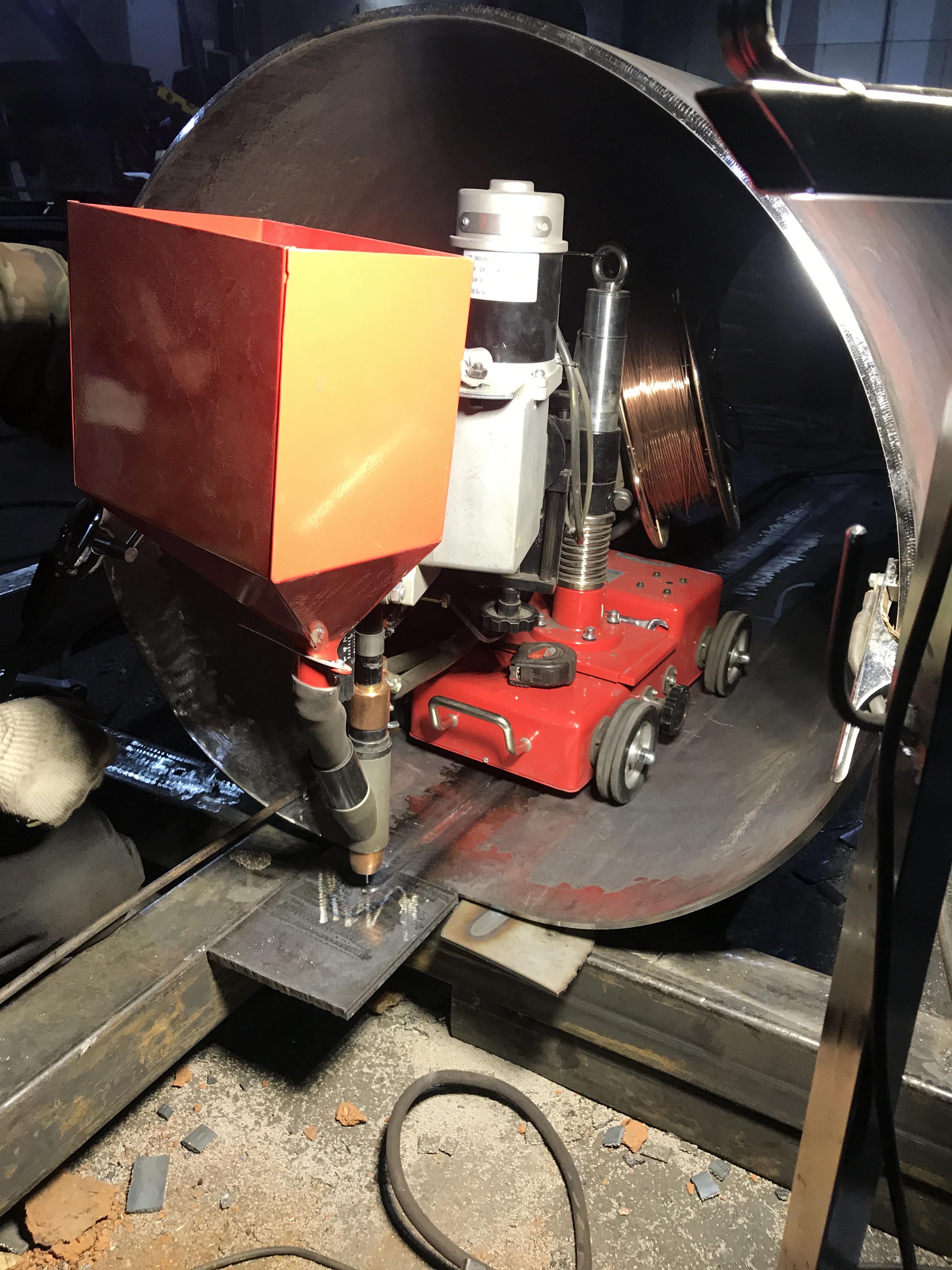
Любая обечайка будет иметь как минимум один продольный сварной шов. Наибольшее распространение при производстве обечаек получили следующие виды сварки:
- Механизированная дуговая сварка в защитном газе
- Автоматическая дуговая сварка под флюсом
Сварные соединения должны пройти обязательный контроль.
Применяются следующие методы контроля:
- Внешний осмотр и измерения
- Ультразвуковой
- Радиографический
По требованиям конструкторской документации осуществляются и другие виды контроля.
Формообразование
Для придания формы при изготовлении обечайки используют специальную листогибочную машину – вальцы. Такие машины представляют собой станину с расположенными на ней рабочими органами – валками. Валков может быть от 3-х и более. Наиболее точную форму обечайки позволяет получить четырехвалковая гибочная машина. В процессе изготовления конической обечайки заготовка подается в вальцы, и посредством постепенной прокатки с одновременной вертикальной подачей верхнего валка – изделию придается необходимая форма.
Ограничение технологических параметров обечаек обусловлено следующими факторами:
- Минимальный диаметр – ограничен диаметром верхнего валка листогибочной машины. Мы изготавливаем обечайки диаметром от 130мм.
- Максимальный диаметр – в варианте секционной сборки — не ограничен.
- Минимальная толщина стенки – не ограничена.
- Максимальная толщина стенки – ограничена пределом прочности верхнего валка, который установлен заводом-изготовителем вальцов. Мы изготавливаем обечайки толщиной стенки до 40 мм.
- Минимальная высота – не ограничена.
- Максимальная высота – ограничена шириной валков гибочной машины. Мы изготавливаем обечайки высотой до 3000мм без кольцевого сварного шва.
Для того чтобы избежать прямого участка в области стыковки кромок обечайки используется набор оправок. В результате мы получаем равномерное кольцевое сечение обечайки.
Термическая обработка
Для придания необходимых механических свойств обечаек производят их термообработку.
Необходимость проведения термообработки при производстве устанавливается требованиями ГОСТ 34347-2017 ( Р 52630-2012) и конструкторской документации.
Механическая обработка
Для дальнейшего использования обечайки при изготовлении сосудов и аппаратов в ряде случаев необходимо произвести механическую обработку, например: обработку торца под приварку днища; под приварку штуцеров, отводов и др. элементов к обечайке и т.д.
Производители сосудов и аппаратов, имеющие станочный парк, выполняют механическую обработку самостоятельно. Таким предприятиям обечайки поставляются без механической обработки торцевой части.
Для производителей сосудов и аппаратов, не располагающих станочным парком или не имеющих специального оборудования, ООО «Реммашгрупп» выполняет механическую обработку любой сложности.